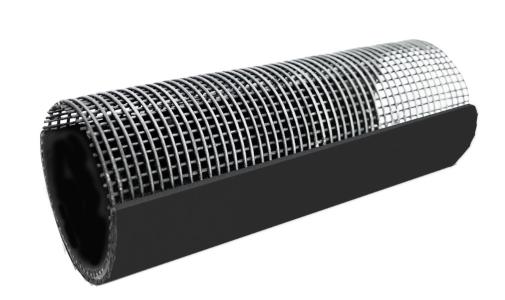
阻氧型铝合金衬塑pe-rt管是在传统塑料管的基础上发展起来的一种新型实用管。铝合金内衬塑料复合管是预应力复合材料。铝合金表面经过阳极氧化处理。严格按照CJ/T321-2010标准执行,结合了金属和塑料的物理和化学优势。
一、阻氧型铝合金衬塑pe-rt管焊接使用材料
1.切刀,削皮刀,热熔机
剥离铝合金衬塑管的步骤
2.逐步阅读
根据安装规范,使用特殊的标记板标记要剥离的铝合金层的长度。
二、径向切割
1.使用专用刀具沿径向切割管道,并根据所需长度切割管道。切割管道时,切刀必须绕管道旋转,并且刀片要在旋转时进给。刀的深度不应太大。
2.切入的深度不应损坏塑料管的主体。
三、轴向切割
1.使用专用的剥皮刀沿管道的轴向切割。
2.切入时要注意深度,以免损坏塑料管主体
3.铝皮切成适当位置后会自动塌陷。
四、去除阻氧型铝合金衬塑pe-rt管的铝合金
使用辅助工具去除管道末端的铝合金切割层
1.根据要求的熔断长度和时间,同时熔接管道和配件。
铝合金衬塑管与同种塑料衬里材料的管件之间应采用热熔或电熔连接。焊接时,应使用特殊的热熔或电熔焊接设备。
2.热熔工具已连接到电源,并且热熔只能在达到工作温度(指示灯亮起)后才能开始。
加热管子时,应将管子的端部不旋转地插入加热套中,并插入铝合金管子的剥皮部分。同时,应将管子推过加热头,不要旋转到规定值熔化深度。加热时间要满足表中的要求。
当热熔机的温度达到设定温度时,用左手和右手握住管道,以相同的相对力插入管道配件,直到左右手感觉到管道配件已达到套管深度为止。从模具中快速取下管件,并立即将管件快速插入。保持管件一定时间,直到温度冷却为止,然后再松开管件。
3.达到指定的加热时间后,立即同时从加热夹套和加热头上拆下管道和管件,并迅速且无旋转地将管道和管件插入到沿着管道的直线所示深度处。轴向稳定几分钟,以便在接缝中形成均匀的法兰。在指定的冷却时间内,要对管道和配件进行支撑,以防止它们扭结,弯曲或拉伸。
阻氧型铝合金衬塑pe-rt管的热熔连接的流程就介绍到这里了。若想了解更多详情知识,欢迎大家多多关注我们的网站。
Copyright © 2012-2023 千也管道 版权所有 备案号:京ICP备14018651号-8